
UV Mercury Lamps vs LED UV Systems
Industrial engineers evaluate UV curing systems based on more than energy efficiency alone. This comparison explores the practical differences between UV mercury lamps and LED UV systems, including spectral behavior, curing performance, thermal management, retrofit complexity, and long-term production stability in industrial manufacturing environments.
UV Mercury Lamps vs LED UV Systems: What Industrial Engineers Still Consider
The industrial UV industry has changed significantly over the past decade. LED UV systems are now widely promoted for their lower power consumption, reduced heat output, and longer operating lifespan. In many commercial discussions, the transition appears inevitable.
But inside actual manufacturing environments, the situation is more nuanced.
Many industrial production systems still rely on traditional UV mercury lamps, not because manufacturers are resistant to new technology, but because curing performance depends on more than electrical efficiency alone.
In practice, engineers often evaluate UV systems based on spectral behavior, material compatibility, production consistency, retrofit complexity, and process reliability rather than simply comparing power savings.
This is particularly true in PCB exposure, specialty coating, industrial printing, and high-energy curing applications.
Spectral Distribution Still Matters
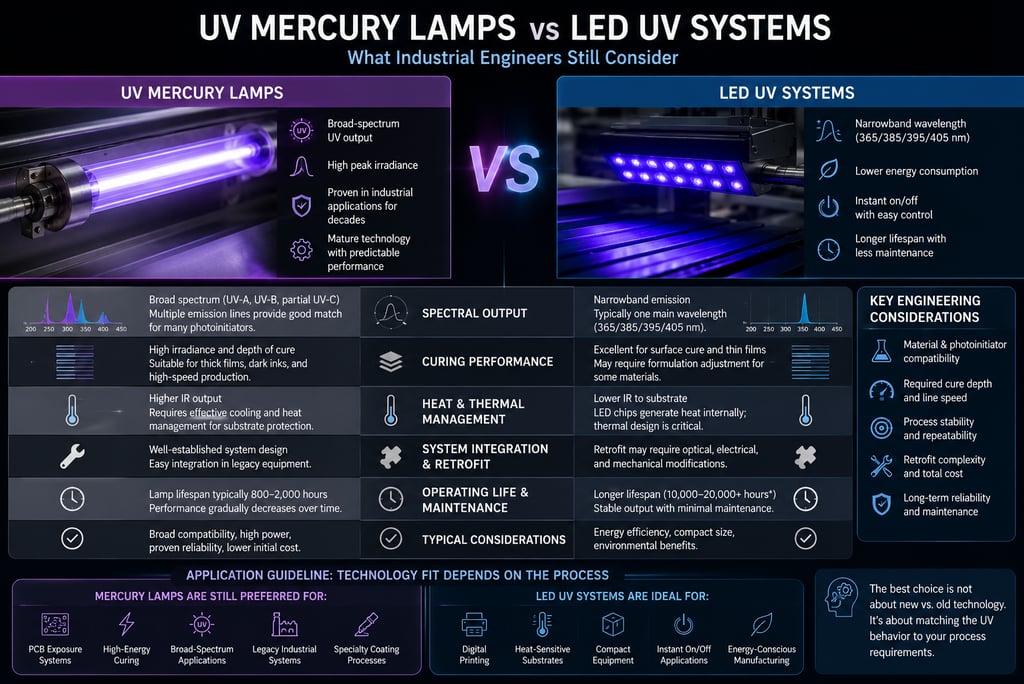
One of the largest practical differences between mercury UV lamps and LED UV systems is spectral output.
Traditional mercury lamps emit broad-spectrum UV radiation across multiple wavelength ranges, including UV-A, UV-B, and portions of UV-C depending on lamp design and operating conditions.
LED UV systems, by comparison, typically operate within relatively narrow wavelength bands such as 365 nm, 385 nm, 395 nm, or 405 nm.
This difference directly affects photoinitiator response.
Many industrial inks, coatings, adhesives, and photoresist materials were originally formulated around the spectral characteristics of mercury vapor lamps. Even when LED systems deliver high irradiance, curing behavior can differ if photoinitiator absorption profiles are not optimized for the LED wavelength range.
Research published in polymer photochemistry and UV curing studies has repeatedly shown that curing efficiency depends not only on UV intensity, but also on spectral overlap between the UV source and photoinitiator chemistry.
In some manufacturing environments, this becomes the deciding factor.
PCB Exposure Systems Often Require Different Priorities
In PCB exposure applications, engineers frequently prioritize exposure uniformity, wavelength stability, and imaging consistency over simple energy efficiency.
Traditional exposure systems were designed around specific optical behaviors of mercury lamps, including spectral characteristics that influence photoresist response and fine-line imaging performance.
Replacing these systems with LED UV technology may require:
New optical system calibration
Photoresist reformulation
Exposure timing adjustments
Cooling redesign
Electrical integration changes
For manufacturers operating stable high-volume production lines, the economic impact of process requalification may exceed the energy savings gained from immediate LED conversion.
This is one reason mercury-based UV exposure systems remain common in many industrial environments despite the growing adoption of LED UV technologies.
Thermal Behavior Is More Complex Than “Less Heat”
LED UV systems are frequently described as “cooler” technologies. While this is generally true regarding infrared output toward substrates, system-level thermal management remains an important engineering challenge.
High-power UV LEDs still generate significant junction heat internally. Thermal accumulation can affect:
Output stability
Wavelength consistency
Device lifespan
Irradiance uniformity
In large-area curing systems, maintaining uniform thermal conditions across the LED array becomes increasingly important.
Meanwhile, traditional mercury lamp systems have decades of established cooling infrastructure and predictable thermal operating behavior in industrial production environments.
Engineers often prefer systems with known long-term operating characteristics, especially in production lines where downtime costs are substantial.
Peak Efficiency Does Not Always Equal Production Stability
LED UV systems can achieve very high irradiance levels under controlled conditions. However, industrial curing performance is not determined solely by peak intensity values.
Production environments introduce variables such as:
Conveyor speed variation
Surface geometry
Ink thickness
Reflective materials
Ambient temperature changes
Aging optical components
In practical applications, curing consistency over long production cycles is often more important than maximum irradiance specifications measured under laboratory conditions.
Industrial manufacturers usually evaluate systems based on repeatability, maintenance behavior, process stability, and compatibility with existing production conditions.
This is why some facilities continue operating mercury lamp systems even while gradually integrating LED technologies into selected applications.
Retrofit Complexity Is Often Underestimated
In theory, replacing a mercury lamp system with LED UV appears straightforward. In practice, retrofit projects frequently involve broader engineering considerations.
These may include:
Power supply redesign
Optical geometry modification
Cooling airflow changes
Reflector replacement
Mechanical space limitations
Safety certification updates
Process validation testing
In industrial printing systems, even small differences in curing characteristics can affect adhesion, surface hardness, color appearance, or downstream processing behavior.
As a result, retrofit decisions are often based on total production impact rather than technology trends alone.
Industrial UV Systems Are Becoming Hybrid Environments
The industrial UV market is not moving toward a simple “LED replaces everything” outcome.
Instead, many production environments are evolving into hybrid systems where LED UV and mercury lamp technologies coexist depending on application requirements.
LED UV systems continue gaining advantages in:
Digital printing
Heat-sensitive substrates
Compact equipment
Instant on/off operation
Energy-conscious manufacturing
Meanwhile, traditional mercury lamp systems remain widely used in:
High-energy curing
Broad-spectrum applications
PCB exposure
Large-area curing
Legacy industrial systems
Specialized coating processes
From an engineering perspective, the correct solution depends on process requirements, material chemistry, system compatibility, and long-term production stability.
Engineering Decisions Are Usually Process Decisions
Discussions about UV technologies often become simplified into efficiency comparisons. Actual manufacturing decisions are usually far more process-driven.
Industrial engineers evaluate curing systems based on:
Spectral compatibility
Production repeatability
Maintenance predictability
Material response
Retrofit risk
Process qualification requirements
Long-term operating stability
This explains why many industrial facilities continue operating mercury UV systems even while selectively adopting LED technologies where they provide measurable process advantages.
The transition is not simply about newer technology replacing older technology. In many industrial environments, it is about selecting the UV behavior that best matches the manufacturing process itself.
References & Technical Sources
Pappas, S.P. “UV Curing: Science and Technology.”
Fouassier, J.P. “Photoinitiation, Photopolymerization, and Photocuring.”
RadTech UV+EB Conference Technical Papers.
Research on photoinitiator spectral sensitivity and UV curing efficiency.
Studies on LED UV curing behavior in industrial printing and PCB exposure applications.